




34L Insulated Cooler Backpack
Professional contract production source for heavy-duty 34L thermal setups. We offer comprehensive design adaptation, specialized raw materials selection, and strict leakproof quality management for custom global distributions.
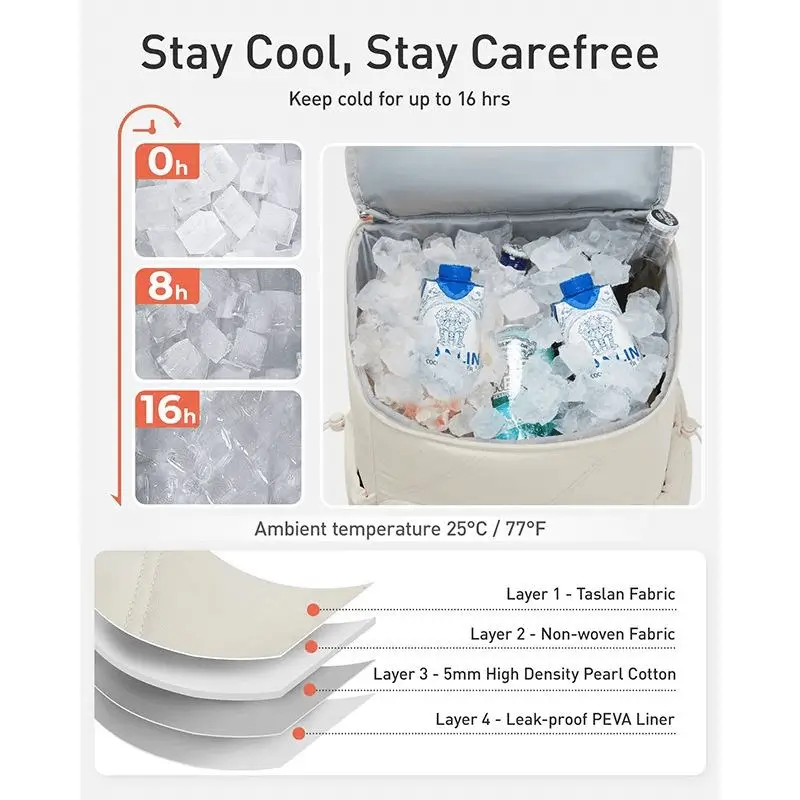
- 16-Hour Temperature Retention
- High-Capacity 34L Storage
- Leak-Proof Welded Lining




